

О модернизации тракта протяжки пленки на вертикальных упаковочных автоматах
Узел протяжки пленки на упаковочных автоматах, в частности на автоматах вертикального типа, за последние годы не подвергался каким-либо существенным конструктивным изменениям. Наверное, потому, что он уже отработан и работает надежно. Можно сказать, классический устоявшийся конструктив. Предлагаемый, в данной статье, способ улучшения технико-эксплуатационных характеристик автоматов (цель модернизации), предназначен для профильных отделов предприятий изготавливающих упаковочные автоматы, с целью ознакомления с новыми функциональными возможностями современных электронных компонентов, появившихся на рынке изделий для промышленной автоматизации.
Если рассмотреть весь тракт протяжки пленки, то можно выделить следующие узлы:
1. - Механизм протяжки пленки по формирующей трубе, состоящий из роликов протяжки, с устройством прижима-отжима вакуумного типа, соединенного с асинхронным мотором–редуктором.
2. - Тракт заправки пленки с направляющими и корректирующими роликами (количество которых на разных автоматах варьируется).
3. - Механизм, обеспечивающий пленке постоянное натяжение заданной величины в заданном диапазоне скоростей, состоящий из:
- Асинхронного мотора-редуктора с шестеренчатым приводом размотки бобины.
- Рычага управления режимом работы мотора-редуктора привода размотки (в режиме старт-стоп). - Фрикционного тормоза.
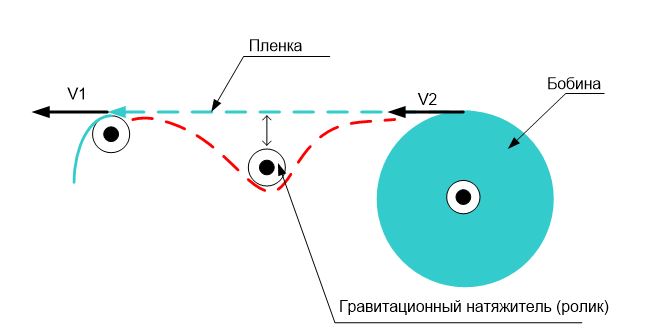
- Индуктивных датчиков, фиксирующих крайние положения рабочего сектора рычага и так называемого гравитационного натяжителя, в виде свободного ролика для компенсации избыточно размотанной части пленки (рис.1), что в совокупности и обеспечивает (условно) постоянное натяжение пленки в плоскости захода пленки на воротник (для машин воротникового типа)
Появление на рынке электроники сервоприводов нового поколения с достаточно богатым функционалом и возможностью работы в режиме реального времени порождает вопрос: а можно ли избавиться от многих выше затронутых механических процессов за счет автоматизации (программно) этих процессов?
Попробуем рассмотреть один из вариантов реализации программным методом процесса поддержания натяжения пленки, при протяжке, равным какому-то значению, величина которого будет зависеть от физико-химических свойств материала пленки и заданной производительности автомата.
 Возможность реализации состояния нормального натяжения пленки попробуем рассмотреть на предлагаемых фирмой KUHNKE изделиях, в частности на сервоприводах и сервомоторах фирмы KUHNKE, в тандеме с промышленными котроллерами этой же компании например:сервоусилитель BL 4104-С, сервомотор серии B и контроллер KUHNKE FIO Controller 116 soft motion .
Возможность реализации состояния нормального натяжения пленки попробуем рассмотреть на предлагаемых фирмой KUHNKE изделиях, в частности на сервоприводах и сервомоторах фирмы KUHNKE, в тандеме с промышленными котроллерами этой же компании например:сервоусилитель BL 4104-С, сервомотор серии B и контроллер KUHNKE FIO Controller 116 soft motion .
Многочисленные встроенные программные функции превращают сервопривод BL 4104-C в действительно универсальную приводную технологию. Сервоприводы BL 4104-C не только поддерживают большое количество типов двигателей и все распространенные датчики положения, но и могут быть очень гибко адаптированы к различным приложениям за счет простой параметризации встроенных технологических функций. Высокоточная обработка внешних сигналов в приводе позволяет максимально сократить время цикла.
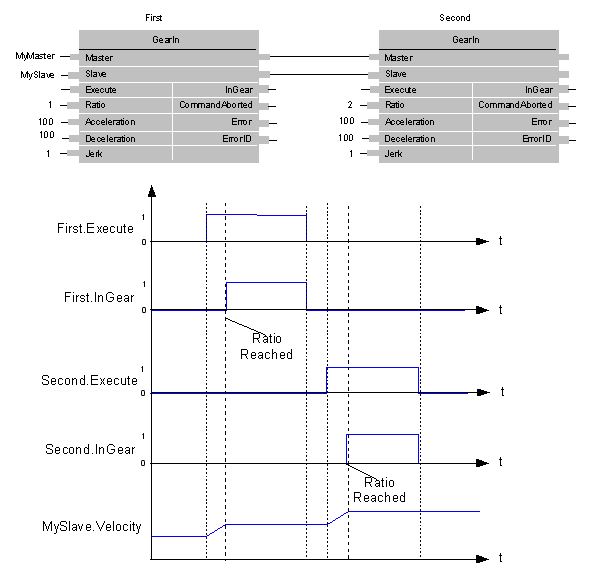
Встроенный в библиотеку Softmotion SM3_Basicв контроллерах фирмы KUHNKE программный модуль «Электронный редуктор» с его функциональными блоками, а именно FB MC_GearIn рис.3, легко позволяет решить поставленную задачу по поддержанию постоянной величины натяжения пленки.
Программный модуль «Электронный редуктор» при помощи функционального блока FB MC_GearIn позволяет две независимые оси любых приводов соединить в виртуальный редуктор с входным и выходным валами с нужными частотами вращения и с необходимым передаточным числом (I), значение которого можно менять программно в любой момент времени.
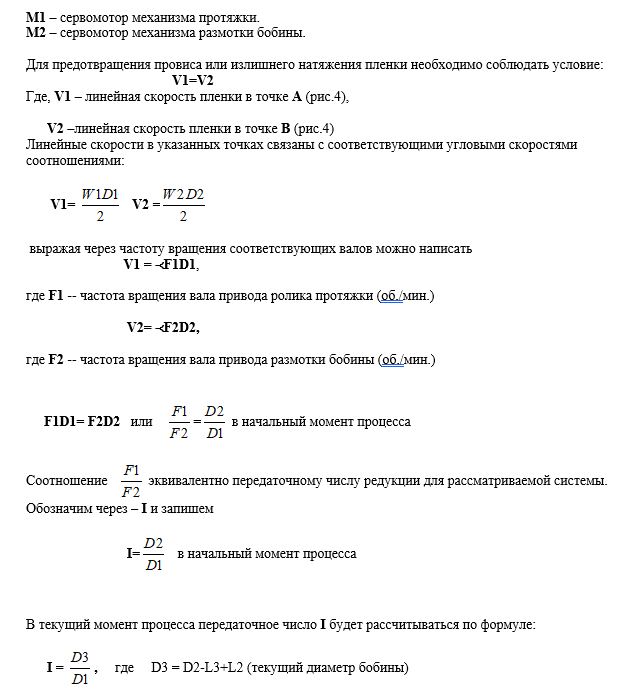
Рассмотрим нашу систему – (привод узла протяжки и привод узла размотки), как виртуальный редуктор с соответствующими валами - входным и выходным, связанных с переменным передаточным числом (I). Во время протяжки диаметр бобины меняется (уменьшается). Для обеспечения постоянства линейной скорости в точке схода пленки с бобины необходимо регулировать (увеличивать) частоту вращения привода размотки с какой-то функциональной зависимостью от диаметра бобины.
Для понимания происходящего процесса и определения этой зависимости обратимся к Рис.4, где условно изображен тракт протяжки и размотки пленки.
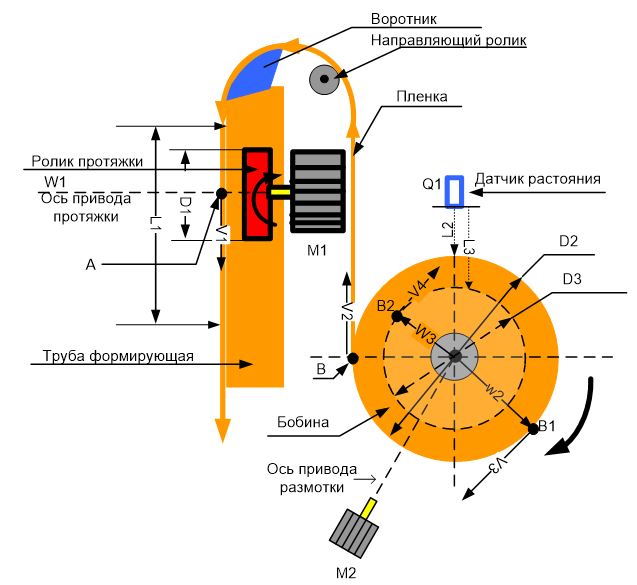
На рисунке 4. показаны все необходимые элементы и величины, участвующие в рассматриваемом процессе.
Поясним все обозначения на рис.4:
D1 - совокупный диаметр ролика протяжки – (диаметр ведущего шкива + толщина ремня), величина постоянная для конкретной конструкции.
D2 - начальный диаметр бобины.
D3 - текущий диаметр бобины (величина переменная) - уменьшается по мере размотки.
W1 - угловая скорость ролика протяжки. Начальная величина зависит от заданной производительности автомата.
W2- угловая скорость бобины. Рассчитывается программно автоматически при помощи блока (MC GearIn (FB), из библиотеки softmonion - электронный редуктор (находится в базовой библиотеке SM3_Basic).
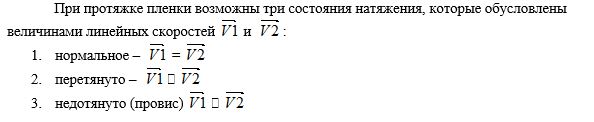
V1, V2, V3, V4 – линейная скорость соответственно в точках A, B, B1, B2, они всегда равны! Это обусловлено условиями поставленной задачи - величина натяжения пленки должна быть постоянной во время всего процесса.
L1 – длина протяжки пленки за один такт.
L2 - расстояние до окружности бобины.
L3 - Текущее расстояние до окружности бобины, измеренное датчиком. Величина переменная - меняется во время процесса и измеряется датчиком расстояния Q1. Можно использовать датчики фирмы Baumer серии OADM 12I6460/S35A, с разрешением 0,002- 0.005 мм, или аналогичные другого производителя.

Параметр I - величина переменная и программно доступна через функциональный блок FB MC_GearIn библиотеки Softmotion SM3_Basic.
Параметры D1,D2,L2 – величины постоянные для каждой конкретной конструкции и типа используемой бобины. Задаются через панель оператора (как уставки). Величина параметра L3 рассчитывается датчиком расстояния Q1 и обрабатывается в программе автоматически.
Мы получили требуемую зависимость передаточного числа редуктора от диметра бобины. Вычисляя в коде программы значение этой переменной (I) в любой момент времени, согласно заданному алгоритму, мы получим необходимые значения линейных скоростей в нужных точках механизма. Напомним, что начальное значение натяжения регулируется, доступными программно, параметрами разгона и торможения обоих приводов (Acc,Dec).
Обратим Ваше внимание и на следующий момент: в режиме синхронизации по моменту на валах, точность поддержания значения необходимого натяжения пленки выше за счет автоматической коррекции соотношения заданного момента и скорости протяжки. Это позволит использовать в процессе более тонкие материалы, которые подвержены растяжению при недопустимых физических нагрузках.
В заключении скажем, что подобный подход к решению этой задачи позволит исключить из устоявшихся конструкций определенное количество узлов и агрегатов, что в свою очередь уменьшит массогабаритные размеры, существенно повысит совокупную надежность и производительность комплекса оборудования, сократит время наладки, повысит качество формируемого пакета.